您的位置>首页 >长沙当地今日热点 >
采购多麦6+4耐磨堆焊板生产厂家
- 发布时间: 2024-05-13 18:10:47
- 产品报价: 600/平米
- 最小起订: 电议
- 供货总量: 电议
- 运费说明: 电议
以下是:采购多麦6+4耐磨堆焊板生产厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
导读采购多麦6+4耐磨堆焊板生产厂家,长沙【多麦金属】高锰耐磨耐候钢板生产厂家为您提供采购多麦6+4耐磨堆焊板生产厂家,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,请联系长沙【多麦金属】高锰耐磨耐候钢板生产厂家,发货地:经济技术开发区创业大厦B塔310发货到长沙。 湖南省,长沙市 长沙市,别称星城,湖南省辖地级市、省会、特大城市,国务院批复确定的长江中游地区重要的中心城市、长株潭城市群中心城市。是全国“两型社会”综合配套改革试验区、中国重要的粮食生产基地,长江中游城市群和长江经济带重要的节点城市,综合交通枢纽和国家物流枢纽。截至2022年末,长沙市下辖6个市辖区、1个县,代管2个县级市,总面积11819平方千米,常住总人口为1042.06万人。
不要错过这部精心制作的采购多麦6+4耐磨堆焊板生产厂家产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
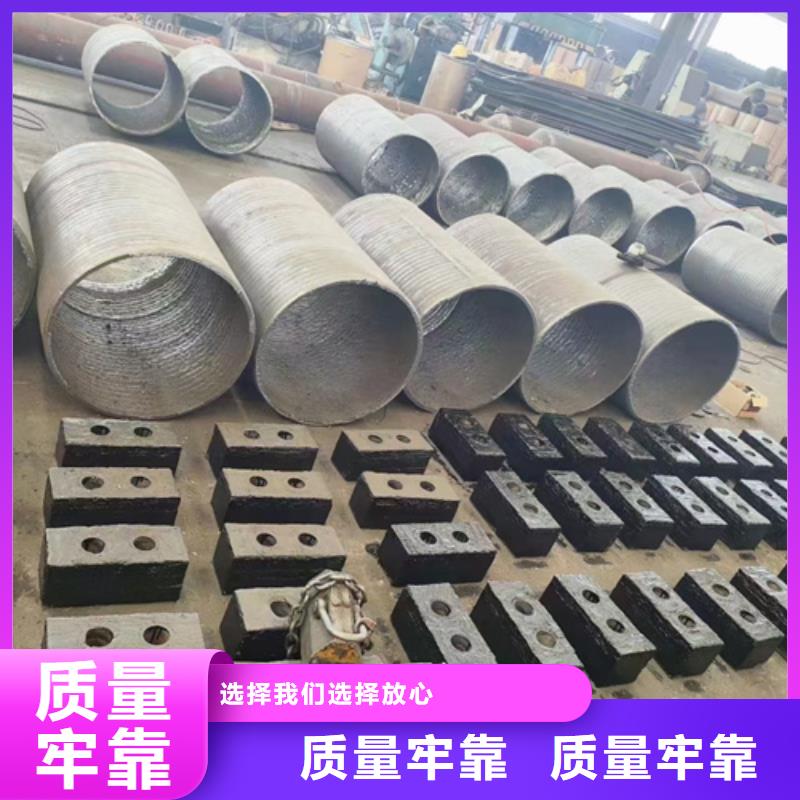
以下是:采购多麦6+4耐磨堆焊板生产厂家的图文介绍

根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板



双金属钢板广泛的应用于石油、附近化工、附近机械、附近能源、附近核电等行业,生产中较易出现以下表面质量问题:1、附近轧制压坑对中时中夹板与中板边部摩擦,造成边部毛刺等飞溅到中板表面,形成表面轧制压坑。2、附近炉底辊压坑炉底辊受到高温气体和载荷等多重作用,极易出现表面结瘤,造成中板下表面压坑。3、附近矫直机压坑矫直过的碳钢氧化皮,在矫直双金属钢板过程中易形成中板表面压坑。措施:1、附近轧制压坑对于10mm以上的厚规格中板轧制时,待钢板咬入轧机后应打开夹板,减少夹板与双金属复层钢板边部的摩擦,避免边部毛刺等的压入。2、附近炉底辊压坑炉底辊材质,将原来的耐热合金炉底辊 换车管石棉辊。3、附近矫直机压坑生产中双金属钢板前检查矫直辊子是否粘结铁鳞,并及时进行清理。复合耐磨钢板



总结 采购多麦6+4耐磨堆焊板生产厂家,长沙【多麦金属】高锰耐磨耐候钢板生产厂家为您提供最新采购多麦6+4耐磨堆焊板生产厂家产品案例,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310。